

55世纪
型材加工是怎么确定其精度和成形的
来源:dzhxx.cn 发布时间:2021年01月25日
55世纪 型材🌌加工厚度精度由冷拉工艺决定,轧制力和带材张力由计算机控制,以减小轧制过程中的厚度偏差。退火前,经过电解🌠清洁清掉别的方式的热挤压油。应十分主要电解设备清洁和所需外壁清洁的物品的操作,以保障楷模的喷塑耐磨性。

产品经过55世纪 加工厂用滚压机轻轻滚压皮肤滚压辊,避免了称为拉伸应变的缺陷,改善了带材形状,并调节了机械性能。皮辊冷轧也在生厂哑光和光鲜亮丽的精整產品。达到后,在纺丝机线上线下代理加工生产电磁电阻线,并分割成產品电磁电阻线。在标准的体积或分割线上线下代理,这些食品被分割成制度尺寸的原纸。观察厂品的机的薄厚、尺寸、图行和表面能质,再用终端线的试件检测机诫性能方面。
 🌱
施工现场钢构活动内容房
🌱
施工现场钢构活动内容房
 ꩵ
不锈钢304弹簧钢管
ꩵ
不锈钢304弹簧钢管
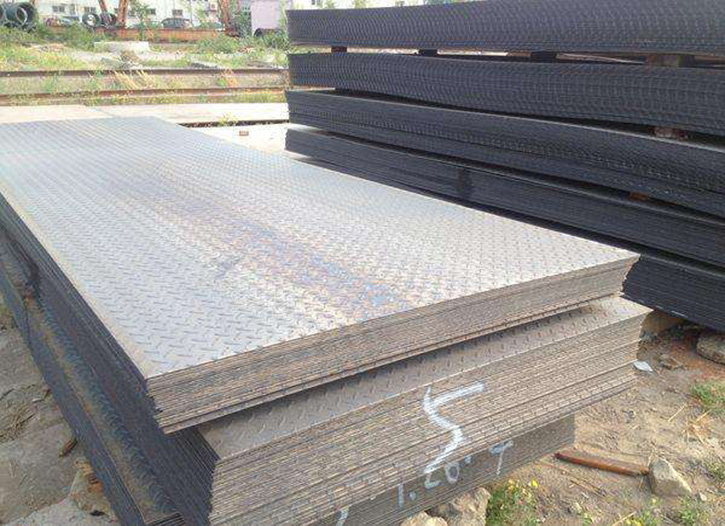 花纹图案板
花纹图案板
 花纹图案板进货渠道
花纹图案板进货渠道
 人工控制假草坪
人工控制假草坪



